7 殘余應力發展
在外部靜態或動態加載(機械或熱)的過程中,材料會受到應力。去除負載后,大部分應力可能會釋放,但部分應力仍存在于材料的晶格中,稱為殘余應力 [21, 22, 23, 24, 25]。由于主要和輔助切削運動施加的切削力的作用,在加工表面的子層中會產生殘余應力在加工過程中引起表面材料的塑性變形。切削區域產生的熱量是加工表面亞層產生殘余應力的另一個主要原因。作為切削過程的結果,殘余應力在加工零件的縱向(進給方向)和切向(切削方向)方向上都產生。這些多余的殘余應力對加工零件的性能及其耐用性起著至關重要的作用。不利的殘余應力發展可能會導致不可接受的變形,這可能會阻止零件滿足所需的尺寸公差。剩余的應力還會影響部件的疲勞強度和疲勞壽命。
?
在物理意義上,由于殘余應力,晶格在體積上被壓縮或應變。因此,殘余應力被視為壓縮(正)或應變(負)。許多研究人員的工作表明,這兩種殘余應力同時存在于金屬結構中,形成了一個鄰域。在金屬加工過程中,切削力會導致切削區的塑性變形產生切屑并隨后導致高溫(在某些情況下高達 2900 攝氏度)生長,這有助于在加工表面的子層中產生殘余應力。研究人員一致認為,殘余應力僅影響部件的上/外層,深度可達 500 微米,而在高達 50-100 微米的深度處觀察到殘余應力的強烈值。眾所周知,就所有類型的載荷(拉伸、彎曲、力矩、剪切)以及磨損和腐蝕而言,外表面對于機器部件來說更為重要。這就是機器部件外表面的質量和完整性如此重要的原因。負殘余應力導致疲勞微裂紋的產生(或傾向于產生)創建)在機器部件的晶格中的位錯。研究表明,殘余應力與零件的機械和冶金能力有著密切的關系,這些影響著加工零件的相變和拓撲狀態。幾位作者指出,在某些情況下,應變或正殘余應力可能會改善產品的表面完整性。這是合理的,因為假設正殘余應力可能有助于晶體結構的某種程度的壓實,從而改善鍵合減少或去除晶體結構中的位錯。同時,正負殘余應力同時出現在邏輯上也是可以理解的。因此,對加工零件亞層的殘余應力增長現象以及機械和冶金轉變的研究是對于加工零件的質量評估,與加工零件的表面粗糙度和幾何精度等其他參數同樣重要。目前,測量殘余應力的方法有多種,如增量鉆孔法、X射線衍射法、硬X射線法、中子衍射法和超聲波法。已經表明,加工表面上或加工表面中的殘余應力極大地影響零件的疲勞壽命、抗裂性、應力腐蝕、靜態強度和磁性 [24, 25, 26, 27]。控制加工表面的殘余應力發展是材料成功應用的先決條件,尤其是在航空航天、汽車、核能、煉油廠和采礦業 [27, 28]。
Pawade等人建立了[33],殘余拉伸應力降低加工零件的疲勞強度縮短合法產品生命,已經得出結論:殘余應力發生在表面的深度50嗯如果使用鋒利的工具和使用多達500如果穿工具。人們還發現,殘余應變的積累會導致薄和/或長工件的變形。Pawade等人使用x射線衍射儀方法或使用高切削速度(475 m/min)的加工條件下的加工表面對因康鎳鐵合金718的殘余應力發展進行了ar實驗研究。低進給速率(0.05 mm/rev)中等切削深度(0.5/0.75 mm)與珩磨切削刃,他們觀察到在亞紫砂加工表面的殘余壓應力,類似的。Hasan等人發現,當使用0.8 mm的刀尖半徑時,殘余應力高拉,在0.4 mm和1.2 mm的刀尖半徑處,殘余應力增長較低。21.221. Outeiro等人用涂層和未涂層刀具在不同條件下加工后,利用x射線衍射分析了難以加工的材料如Inconel 718和奧氏體不銹鋼AISI 316L沿加工棒的圓形輪廓的[30]殘余應力。他們發現殘余應力的發生是。用無涂層刀具加工時比用涂層刀具加工時高。他們還在加工表面發現了高拉伸殘余應力,在次表面發現了壓縮殘余應力。這一現象支持了正殘余應力和負殘余應力同時出現的觀點。Sailo等人分析了在各種切削條件下加工的iet發動機渦輪盤(由鉻鎳鐵合金718制成)上的殘余應力[351]。對渦輪盤表面的殘余拉應力進行了測量,結果表明,殘余拉應力對渦輪盤的使用壽命有很大的影響。三種不同的切割深度(0.06 mm、0.12 mm和0.18 mm。Mm)進行殘余應力分析。如圖5所示,最壞的情況為。0.06 mm的切割深度,因為這產生了最低的壓殘余應力值(-100 MPa)和最高的拉殘余應力值(800 MPa)[351。切削深度0.18 mm處殘余拉應力最小,為500 MPa
已經得出的結論是,殘余應力是衡量加工表面質量和可靠性水平的重要參數之一,在加工關鍵結構部件時影響更大,廣泛用于核能發電和航空航天工業 [30] , 32]。此外,殘余應力是設計工程師的一個設計因素,尤其是對于航空航天、核能和其他關鍵工程行業的部件。殘余應力嚴重縮短部件壽命
加工過程中的發展。由于噴丸、機加工、冷擴孔、彎曲、焊接、熱應力和加載應力,可能會產生殘余應力。可見,殘余應力是一個重要的參數,可以幫助預測產品的壽命、質量和可靠性。如前所述,它是設計工程師的關鍵參數,也是設計和制造關鍵結構部件時要考慮的重要因素,特別適用于核能發電和航空航天工業。
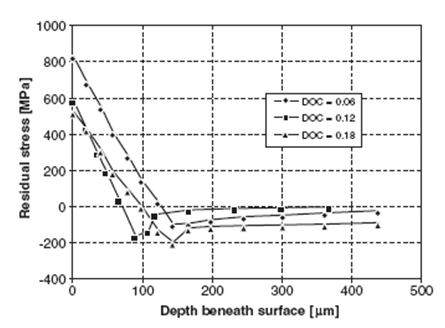
? ? ? Figure 5:?Residual stresses at different depths of cut?
8 表面粗糙度和殘余應力
司太立 6 是一種備受推崇的工程合金,如前所述,它具有高耐熱性、耐腐蝕性和耐磨性。就目前所知,除磨削加工外,還沒有為司太立合金 6 開發出足夠的加工技術和工藝。在以下領域注意到的研究數量有限加工這種有價值的超級合金。大谷等人。使用硬質合金刀片和 CBN 刀片以及各種切削速度在 Stellite 6 上進行車削操作,發現 CBN 刀片在 200 m/min 切削速度下的表面粗糙度 (Ra) 值更好,為 3.5 μm,硬質合金在 30 m/min 切削速度下為 4 μm插入[37]。作者沒有檢查進給率、切削深度和刀尖半徑對表面粗糙度的影響。他們也沒有分析加工樣品的表面特性的變化,如加工表面的殘余應力、顯微組織變化和顯微硬度發展。他們沒有分析加工表面的化學成分。
最近。當前作者(哈桑et al。)進行(19、20、21、22)的一系列加工(轉)鎢鉻鈷合金6 PTA酒吧實驗使用titanium-nitride-coated插入(圖6:a, b, c)與各種鼻子x射線檢驗(0.4毫米,0.8毫米和1.2毫米),如圖6所示,哈里森M400車床。這些刀片的其他幾何參數是前角-6,傾斜角-6,前角95,間隙角0e,前角80°。實驗結果如圖7和圖8所示。圖7中的圖表顯示了涂層汽車皮刀片不同尖端半徑的表面粗糙度的變化。結果表明,采用高尖端半徑切削齒可降低表面粗糙度。進行一系列的實驗,發現帽子opti發作了涂層硬質合金刀具刀尖半徑插入(加工鎢鉻鈷合金6)是0.8毫米,產生最好的表面的范圍內表面roughnessR = 0.6 m - 1嗯切割速度為變量,加料速度和深度。
最初的最佳切削參數(速度、進給速度)。通過一系列實際試驗(19,20,21,221),確定了采用不同尖端半徑涂層硬質合金刀片加工鎢鉻鈷合金6的表面粗糙度的最低值。表3記錄了所建立的最佳加工參數,以獲得使用不同機頭半徑的涂層硬質合金刀片加工鎢鉻鈷合金6時的最佳表面粗糙度。此外,Hasan等人進行了實驗并進行了分析[19。20,21, 221使用三種不同的前端半徑(0.4 mm、0.8 mm)的涂層硬質合金刀片的鎢鉻鈷合金6棒材加工表面的殘余應力發展。
8 表面粗糙度和殘余應力
司太立 6 是一種備受推崇的工程合金,如前所述,它具有高耐熱性、耐腐蝕性和耐磨性。就目前所知,除磨削加工外,還沒有為司太立合金 6 開發出足夠的加工技術和工藝。在以下領域注意到的研究數量有限加工這種有價值的超級合金。大谷等人。使用硬質合金刀片和 CBN 刀片以及各種切削速度在 Stellite 6 上進行車削操作,發現 CBN 刀片在 200 m/min 切削速度下的表面粗糙度 (Ra) 值更好,為 3.5 μm,硬質合金在 30 m/min 切削速度下為 4 μm插入[37]。作者沒有檢查進給率、切削深度和刀尖半徑對表面粗糙度的影響。他們也沒有分析加工樣品的表面特性的變化,如加工表面的殘余應力、顯微組織變化和顯微硬度發展。他們沒有分析加工表面的化學成分。
最近。當前作者(哈桑et al。)進行(19、20、21、22)的一系列加工(轉)鎢鉻鈷合金6 PTA酒吧實驗使用titanium-nitride-coated插入(圖6:a, b, c)與各種鼻子x射線檢驗(0.4毫米,0.8毫米和1.2毫米),如圖6所示,哈里森M400車床。這些刀片的其他幾何參數是前角-6,傾斜角-6,前角95,間隙角0e,前角80°。實驗結果如圖7和圖8所示。圖7中的圖表顯示了涂層汽車皮刀片不同尖端半徑的表面粗糙度的變化。結果表明,采用高尖端半徑切削齒可降低表面粗糙度。進行一系列的實驗,發現帽子opti發作了涂層硬質合金刀具刀尖半徑插入(加工鎢鉻鈷合金6)是0.8毫米,產生最好的表面的范圍內表面roughnessR = 0.6 m - 1嗯切割速度為變量,加料速度和深度。
最初的最佳切削參數(速度、進給速度)。通過一系列實際試驗(19,20,21,221),確定了采用不同尖端半徑涂層硬質合金刀片加工鎢鉻鈷合金6的表面粗糙度的最低值。表3記錄了所建立的最佳加工參數,以獲得使用不同機頭半徑的涂層硬質合金刀片加工鎢鉻鈷合金6時的最佳表面粗糙度。此外,Hasan等人進行了實驗并進行了分析[19。20,21, 221使用三種不同的前端半徑(0.4 mm、0.8 mm)的涂層硬質合金刀片的鎢鉻鈷合金6棒材加工表面的殘余應力發展。
Table 3:?Optimal machining parameters for Stellite 6 using coated carbide tools?
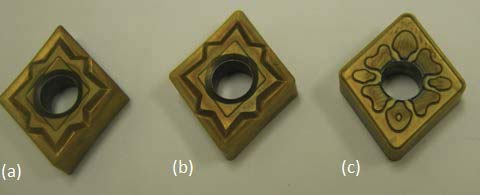
Figure 6:?Coated carbide inserts?
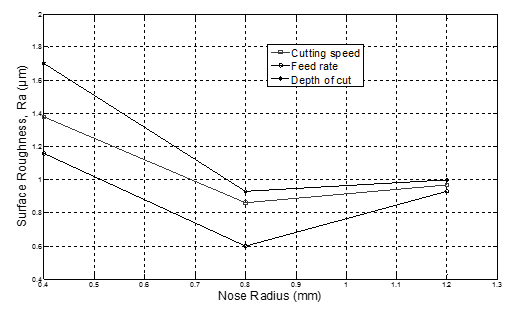
Figure 7:?Influence of nose radius on surface roughness

Figure 8:?Residual stresses, different nose radii, coated carbide
加工表面的顯微硬度變化殘余應力影響加工表面的硬度。也在加工過程中切削區域的工作。畢希是塑料變形的。造成加工表面的加工硬化。在所有切削條件下,由于工件的非均勻發熱和快速冷卻,加工表面區域的顯微硬度由工件的原始硬度變化。正如[191所報道的,作者研究了鎢鉻鈷合金6機加工表面不同深度(最高可達500 um)的顯微硬度,該表面由三種不同機頭半徑(0.4 mm、0.8 mm和1.2 mm)的涂層硬質合金刀片加工而成。不同點的顯微硬度采用MH型維氏硬度計對不同深度的加工表面進行了測試5. 顯微硬度評估的結果如圖9所示。利用新獲得的最佳切削參數[19,20,21,22]制備顯微硬度測試樣品。這有助于評估新建立的最優切削參數的表面完整性,以合理加工鎢鉻鈷合金6
從圖可以看出在圖9中,表面顯微硬度較低(39.6 HRC)在最小深度的樣品加工使用0.8毫米的鼻子半徑,人權組織和顯微硬度值增加到48在0.225毫米深度隨著深度加工的表面下。其他樣品使用0.4 mm和1.2 mm尖端半徑的涂層硬質合金刀片,在加工表面下產生不同深度的顯微硬度值。較高的顯微硬度值已觀察到在機加工表面生成的涂層硬質合金刀片與1.2 mm的尖端半徑。值隨深度增加至0.25 mm。最后,三種樣品在大深度處均有下降趨勢。假設小的刀尖半徑(0.4 mm)意味著鋒利的刀尖將切削力集中在一個小的區域,這增加了被加工表面的應變。這導致在小范圍內溫度升高,并導致加工表面的硬度變化。另一方面,更大的機頭半徑(1.2 mm)增加了切削力,并在切削區產生更多的熱量。這種熱引起塑性變形并影響表面硬度。輕輕在
加工表面金相如上所述,加工表面的殘余應力和顯微硬度發生了變化,因此在研究中觀察到了金相組織的變化。圖10顯示了經過加工的鎢鉻鈷合金6表面的典型金相組織。采用涂層硬質合金刀具對Stellite 6 PTA進行了19、20、21、221 y的加工,最佳切削條件為V = 50 m/min,f = .08 mm/rev, d=1.2 mm,機頭半徑=0.4 mm。加工后的顯微組織顯示出非均勻的碳化物形成。一系列的實驗表明,在不同的切削條件下,碳化物的形成有很大的差異。結果表明,非均勻硬質合金會影響加工表面的表面粗糙度,從而導致刀具的快速磨損。這是因為在421℃及以上鈷本身呈現FCC晶格結構,而在421℃以下鈷本身呈現CPH晶格結構。如前所述,鎢鉻鈷合金6棒的樣品是在當地一家公司的家中使用等離子轉移電弧(PTA)系統沉積鎢鉻鈷合金6均勻混合物生產的。用于制造這些樣品棒的成分與表1中給出的標準成分一致。

Figure 9:?Microhardness of machined surface of Stellite 6 (using coated Carbide inserts)?
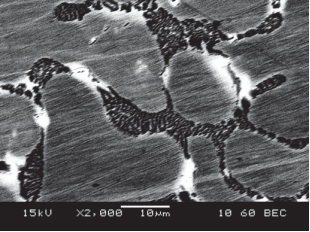

Figure 10:?Metallographic microstructure of Stellite 6
在其他工作中,目前的作者進行了一系列實驗[19,20]。21. 22]通過實際實驗的方式,使用涂層和未涂層的硬質合金刀具、PCBN(聚碳化硼)和其他先進的刀具材料,對鎢鉻鈷合金6 PTA的加工樣品進行優化。并對采用新開發的最佳切削參數/制度加工后獲得的表面完整性進行了評估和分析。
1的結論本文試圖分析鎢鉻鈷合金優越而實用的性能。基于超級合金。它專注于不同等級的鎢鉻鈷合金的具體應用,它們的機械和冶金性能以及用于石油和天然氣工業、化工精煉廠和石化工業、采礦等許多機械關鍵部件的化學成分。紙漿和造紙工業,食品加工工業,木材和木材工業,汽車和航空航天工業。本文將為研究鈷基合金的研究人員、科學家、工程師和專業人員提供有價值的基本信息。本文還簡要介紹了一些具有延展性和低磁導率的鈷合金在牙科種植體、人骨置換、人工心臟瓣膜和心臟起搏器制造等方面的應用。這個范圍可以在另一篇論文中進一步擴展。化學成分和機械性能也以表格形式收集,以便于特殊應用
改進鎢鉻鈷合金的加工工藝,克服鎢鉻鈷合金的加工困難,具有良好的前景。由于鎢鉻鈷合金的零件廣泛應用于各個行業,并在特定的應用中非常受歡迎,因此鎢鉻鈷合金的一個很大的缺點是,除了昂貴和耗時的磨削技術外,還沒有開發出足夠的加工工藝。然而,為了使用新等級的涂層和未涂層硬質合金刀片成功地加工鎢鉻鈷合金6,已經嘗試揭示最佳加工參數(切削速度、進給速度和切削深度)的較低的表面粗糙度值。各種鼻徑(0.4毫米、0.8毫米和1.2毫米)。觀察到的與鎢鉻鈷合金切削性能相關的現象與鎢鉻鈷合金的性能直接相關。
對鎢鉻鈷合金加工表面垂直和平行于加工桿軸方向的殘余應力增長進行了實驗研究。在0.4 mm和1.2 mm的機頭半徑處觀察到殘余壓應力(-400 MPa和- 300 MPa)。切削過程產生的殘余應力將疊加在焊縫結構的殘余應力上,這些殘余應力為拉伸應力,與鎢鉻鈷合金的屈服應力(約為t 600 MPa)相似。使用0.4和1.2 mm刀尖半徑的刀具加工的樣品似乎比0.8 mm刀尖更能有效地掩蓋潛在的殘余應力狀態。然而,如果通過操縱加工參數可以在零件表面產生壓縮殘余應力,這可能是減少應力腐蝕開裂和疲勞等現象的有效方法。
從這些實驗中發現,與1.2 mm和0.4 mm的凸緣半徑相比,鼻緣半徑為0.8 mm的切削刀片產生的表面粗糙度值更好(圖7)。然而,1.2 mm和0.4 mm的機頭半徑在加工表面產生的殘余應力相對較低(圖8)。文獻檢索發現,有關鎢鉻鈷合金加工的文獻并不多。鎢鉻鈷合金由于其優異的物理力學性能,可用于特殊用途。由于鎢鉻鈷合金的切削性能較差,被歸類為難以加工的材料。為了在不影響產品質量和表面完整性的前提下,開發更好的加工工藝和經濟可持續的最優加工參數,有必要對鎢鉻鈷合金的加工和可加工性進行更有力的研究